陕西定制三维柔性焊接平板费用
铸造碾砂过程的控制:型砂的性能将直接影响量具铸件的质量,因此,型砂应该具有良好的透气性,湿强度、流动性、可塑性和退让性等特点。湿型砂应采用粒度在55/1O0、75/150、100/200的多角形或圆形的石砂,这样可以获得好的表面强度和抗夹砂性。严格按照加料顺序:旧砂-新砂-粘土-煤粉-水。混碾时间定在6~7min,混碾后进行约5h左右调匀。调匀后进行过筛、打松后再用,使型砂具有松散性,以提升透气性、流动性等。

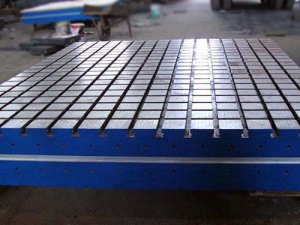
粗刮:如果工件表面粗糙,加工痕迹较深或表面严重生锈、不均匀或变形,刮伤余度在0.005mm以上,应先粗刮,其粗刮刀的特点是刮刀长,行程长10~15毫米,刀痕宽10毫米,刮刀向前走,不重复,去掉加工刀具标记后,可以在所示高点对这些点进行打磨和刮削,当工件表面为每25平方米×25平方米4~6点,留有精刮余量时,可开始细刮。
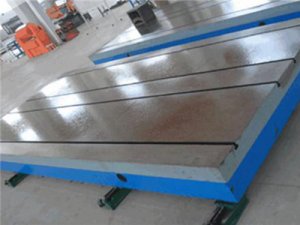
修平采用“三块对研法”。其方法是:修磨之前用刀口尺粗略地检验各铸铁平板的平面度,区分出凹凸大小的不同情况。先在三块铸铁平板上分别作上记号,以防修磨时搞错。然后取二块差大一些的铸铁平板加粗砂互相对研(粗砂的可选型号有:W20、W14、W10、W7、W5、W2.5),互研的顺序一般为2/1、3/1、3/2、1/2、1/3、2/3.